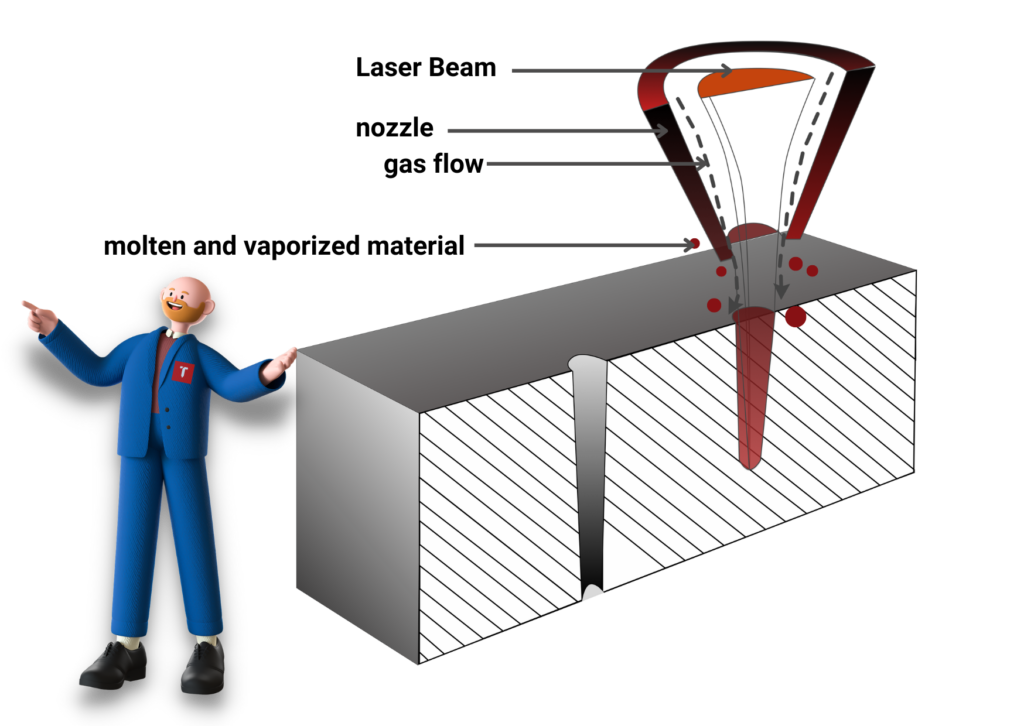
میکرو حفاری لیزری
یکی از جذابیتهای حفاری لیزری این است که میتوان آن را در مقیاس بسیار کوچک انجام داد. پرتوهای لیزر با کیفیت پرتو بالا را میتوان به گونهای متمرکز کرد که یک شعاع پرتو کوچک در ترکیب با طول ریلی موثر به اندازه کافی طولانی، برای حفاری سوراخهایی با عمق قابل توجهی به دست آید.
حفاری در فویل و ورقه های نازک
پانچ کردن فویل های نازک بسیار آسان است. اما دستیابی به سرعت بالا یک نکته مهم در تولیدات انبوه صنعتی است.
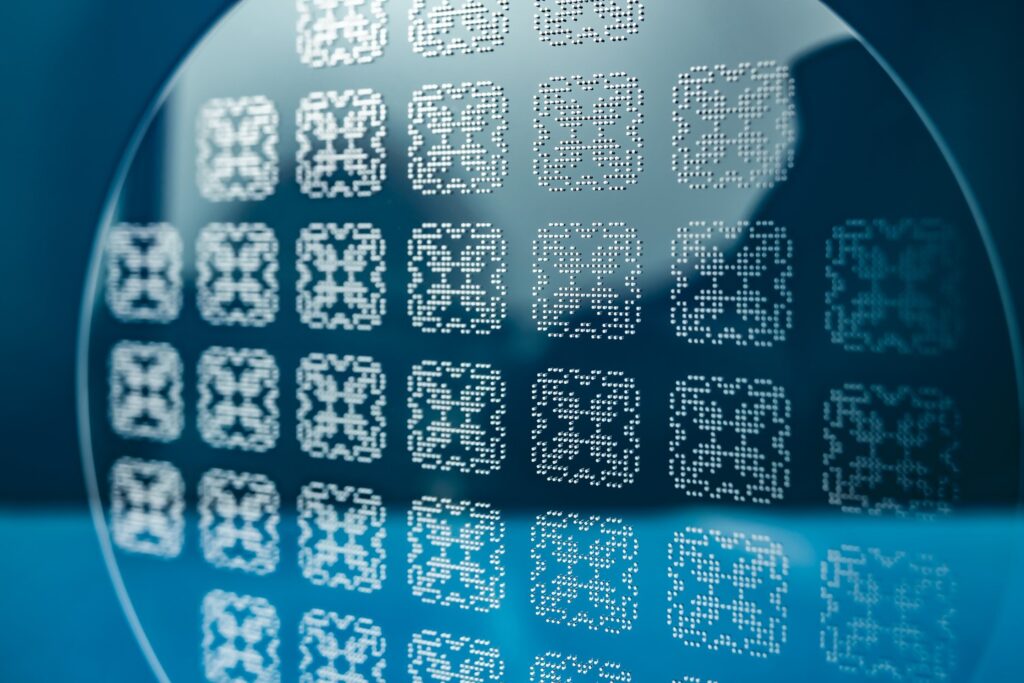
ساده ترین کار، حفاری میکروسوراخ ها در فویل های نازک است، جایی که واگرایی پرتو اهمیت خاصی ندارد. در اینجا، سوراخهایی با کمترین قطر (اغلب فقط چند میکرومتر) می توانند حفر شوند. به عنوان مثال برای ساخت الک و فیلترهای ریز معمولاً یک حفره با یک پالس لیزری به دست میآید که مدت زمان پالس میتواند در حوزه نانو ثانیه، پیکو ثانیه یا حتی فمتوثانیه باشد. نرخ تکرار پالس به راحتی میتواند در دامنه کیلوهرتز باشد، به طوری که میتوان هزاران سوراخ در یک ثانیه ایجاد کرد. کمترین هزینه برای منبع لیزر برای پالس های نانوثانیه ای امکان پذیر است، جایی که می توان از لیزر Q-switched ساده استفاده کرد. با این حال، از پالس های نانوثانیه لیزرهای اگزایمر نیز استفاده می شود، زیرا نور UV در بسیاری از مواد بسیار بهتر جذب می شود. معمولاً لازم نیست از پالسهای کوتاهتر برای سوراخکاری در فویلهای نازک استفاده کرد.
حفاری در لایه های ضخیم تر
آیا طول ریلی عامل محدود کننده نسبت ابعاد سوراخ های حفر شده با پرتو لیزر است؟
برای حفاری در صفحات ضخیم تر، به ویژه در فلزات، قطر سوراخ های کوچک حاکی از نسبت های بزرگ است که در آن شرایط به واگرایی پرتو مرتبط می شود. در حالت ایدهآل، یک پرتو گاوسی با پراش محدود است، که در آن یک پارامتر مهم طول ریلی است. این فاصله طولی از کانون پرتو است که در آن ناحیه پرتو دو برابر بزرگتر میشود. به عنوان مثال، برای شعاع پرتو 10 میکرومتر از یک پرتو لیزر گاوسی 1064 نانومتری، طول ریلی 295 میکرومتر است. این نشان می دهد که اگر قطر سوراخ تقریباً ثابت باشد، عمق یک سوراخ با قطر حدود 20 میکرومتر (دو برابر شعاع پرتو) می تواند به 0.3 میلی متر برسد. با این حال، این تخمین لزوماً دقیق نیست، زیرا انعکاس در دیوارههای سوراخ ممکن است به هدایت نور لیزر کمک کند، به طوری که به طور مؤثر حتی نسبت ابعاد بزرگتری از سوراخها قابل دستیابی است. البته این به خواص مواد بستگی دارد. همچنین، باید جزئیات مختلف فرآیند حفاری را بهینه کرد. به عنوان مثال، استفاده از یک پرتو با قطبش خاص میتواند سودمند باشد، که بازتاب را در دیوارههای سوراخ افزایش میدهد، بنابراین تا حدودی از انتشار نور لیزر به داخل سوراخ پشتیبانی میکند. همچنین، باید موقعیت فوکوس طولی را بهینه کرد.
بهترین نتایج برای حفرههایی با نسبت ابعاد بزرگ معمولاً با پالسهای لیزر نسبتاً کوتاه به دست میآیند، یعنی با استفاده از لیزرهای پیکوثانیه یا حتی فمتوثانیه. با این حال، توجه داشته باشید که پالسهای فمتوثانیه لزوماً بهتر از پالسهای موجود در ناحیه پیکوثانیه پایین حداقل در مورد فلزات مناسب نیستند. توجه داشته باشید که معمولاً حداقل چندین پیکوثانیه در فلزات طول میکشد تا الکترونها انرژی خود را به شبکه منتقل کنند (کوپلینگ الکترون فونون، گرمایش شبکه الکترون)، به طوری که مدتزمان پالس کوتاهتر نمیتواند مزیت قابلتوجهی را از نظر اجتناب از اثرات مضر ایجاد کند.
وضعیت برای حفاری ریز در مواد شیشه ای متفاوت است، زیرا در آن صورت جذب قابل توجهی تنها بر اساس پدیده های غیرخطی (جذب چند فوتونی و به دنبال آن یونیزاسیون بهمن) قابل دستیابی است. در اینجا، پالس های فمتوثانیه سودمند هستند، زیرا برای همان انرژی پالس، یک پالس با پیک توان بسیار بالاتر و در نتیجه شدت نوری بالاتری در قطعه کار دارد. در حالی که شکست ناشی از لیزر میتواند با پالسهای نانوثانیهای در سطوح شدت پایینتر نیز حاصل شود، سپس به حاملهای اولیه تولید شده در نقصهای شبکه بلوری مواد بهطور تصادفی بستگی دارد. با پالسهای پیکوثانیه و فمتوثانیه، فرآیند شکست در ماده قطعیتر است، که به نسبت نتایج با کیفیت بالا در مقیاسهای فضایی کوچک بهتر است.
کاربردهای میکرو حفاری لیزری
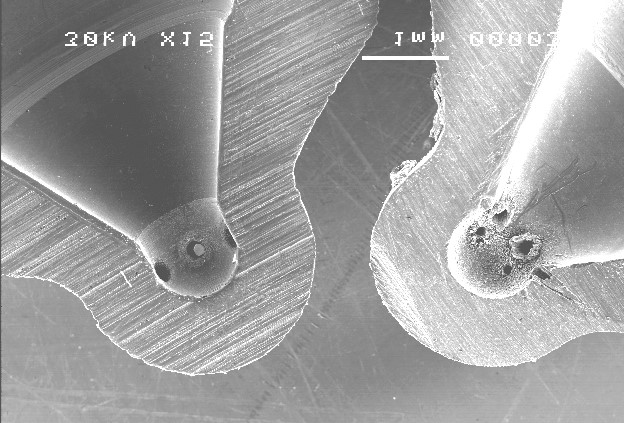
یک نمونه صنعتی برجسته ساخت نازل های تزریق سوخت با فشار بالا است که عمدتاً برای موتورهای دیزل استفاده می شود. برای احتراق بهینه (پایدار و کامل) سوخت دیزل، تولید اسپری بسیار ریز از سوخت در هوا با تزریق سوخت با فشار بسیار بالا (امروزه اغلب بیش از 1000 بار) از طریق چندین دستگاه نسبتاً نازک و در عین حال مطلوب است. نازل های پایدار برای این کار، ریز سوراخها (با قطر کمتر از 150 میکرومتر) باید در فولاد ضد زنگ با ضخامت قابل توجه، به طور ایدهآل با شکل کمی مخروطی با افزایش قطر سوراخ در سمت داخلی، که با ابزار قابل دسترسی نیست، حفر شوند. با استفاده از منابع لیزری پیکو ثانیه ای، اکنون می توان چنین سوراخ هایی را با کیفیت بالا و با هزینه مناسب حفر کرد.
کاربرد دیگر سوراخ کاری در ابعاد میکرونی با لیزر، سوراخ های بسیار ریز برای نازل های چاپگرهای جوهرافشان است. بهترین کاربردهای صنعتی ریزماشینکاری لیزری یک چاپگر جوهر افشان معمولی دارای این نازل ها در برخی مواد پلیمری مانند پلی آمید است که پردازش آن با لیزر نسبتاً آسان است. برای دستیابی به وضوح چاپ بالا، قطر سوراخ باید بسیار کوچک باشد. به عنوان مثال 30 میکرومتر یا حتی کمتر! در عین حال، برای به دست آوردن نتایج با کیفیت بالا، قطر سوراخ باید بسیار قابل تکرار باشد. همچنین سوراخ ها باید شکل بسیار تمیزی داشته باشند.
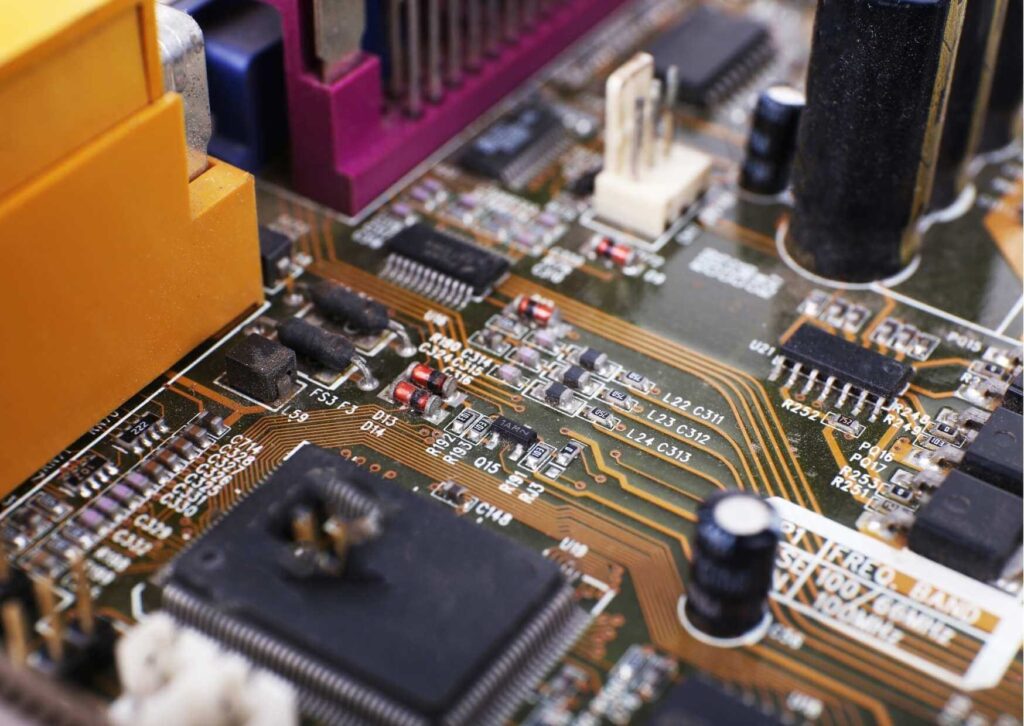
در میکروالکترونیک، میکروویا (Microvia) اغلب استفاده می شود. اینها اتصالات متقابل بین لایه های مختلف مدارهای الکترونیکی هستند. میکروویاها سوراخ های ریزی هستند که با لیزر حفر می شوند. متالیزاسیون بعدی یک اتصال الکتریکی بین دو لایه مس مجاور در یک چند لایه ایجاد می کند. در کوچک سازی بردهای مدار چاپی، میکروویاها که مستقیماً در لحیم کاری قرار می گیرند، نقش تعیین کننده ای به عنوان “میکروویا در پد” دارند. برخی از آن ها از لایه های متعدد بسترهای اتصال متقابل با چگالی بالا (HDI) عبور می کنند. میکروویا را می توان با سوراخ کردن سوراخ های زیر میلی متری و پر کردن آنها با فلز رسانا ساخت. به جای استفاده از متههای تنگستن کاربید، که گران هستند، به سرعت از بین میروند یا حتی میشکنند، اکنون لیزرهای پالسی فیبر نوری پیکو و فمتو ثانیه برای حفاری با سرعت صدها سوراخ در ثانیه ترجیح داده میشوند . این توان عملیاتی بالا و تعداد زیاد سوراخ هایی که می توان بدون تعمیر و نگهداری حفاری کرد، مزایای قابل توجهی در دقت و کیفیت و سرعت تولید محسوب میشوند.